Nhà thÃĐp tiáŧn chášŋ
Hotline: 0913 991299 - Email: admin@trunglam.vn
Chọn Skin Color:









4.1.1. Táŧng quÃĄt váŧ liÊn kášŋt bu lÃīng
BulÃīng là thanh tráŧĨ trÃēn, thÃĒn cÃģ ren váš·n Äai áŧc, Äᚧu bu lÃīng cÃģ hÃŽnh vuÃīng, sÃĄu cᚥnh hoáš·c hÃŽnh khÃĄc. HÃŽnh dÃĄng và kÃ― hiáŧu cÃĄc kÃch thÆ°áŧc chÃnh cáŧ§a bulÃīng cho trÊn hÃŽnh 4.30. ThÃĒn bulÃīng là Äoᚥn thÃĐp trÃēn, ÄÆ°áŧng kÃnh bulÃīng thÆ°áŧng d = 12 ïļ 48 mm, váŧi bulÃīng neo d táŧi 100mm. ÄÆ°áŧng kÃnh trong cáŧ§a phᚧn báŧ ren là do, chiáŧu dà i cáŧ§a phᚧn thÃĒn khÃīng ren nháŧ hÆĄn chiáŧu dà y tášp bášĢn thÃĐp liÊn kášŋt khoášĢng 2ïļ3 mm. Chiáŧu dà i cáŧ§a phᚧn ren loâ2,5d. Chiáŧu dà i bulÃīng l = 35 ïļ 300 mm tÃđy theo yÊu cᚧu sáŧ dáŧĨng.
.png)
HÃŽnh 4.30. CášĨu tᚥo cáŧ§a bulÃīng: a â bu lÃīng cÃģ vÃēng Äáŧm (1) và Äai áŧc (2); b, c â bu lÃīng neo mÃģng (b) khi dbl ïĢ36mm, (c) khi dbl ïģ30mm
MÅĐ, Êcu (Äai áŧc) cáŧ§a bulÃīng thÆ°áŧng cÃģ dᚥng hÃŽnh láŧĨc giÃĄc. Long Äen (Äáŧm) hÃŽnh trÃēn dÃđng Äáŧ phÃĒn pháŧi ÃĄp láŧąc cáŧ§a Êcu lÊn máš·t thÃĐp cÆĄ bášĢn.
Trong liÊn kášŋt kášŋt cášĨu thÃĐp sáŧ dáŧĨng bu lÃīng cÆ°áŧng Äáŧ thÆ°áŧng, cÆ°áŧng Äáŧ cao (liÊn kášŋt giáŧŊa cÃĄc cášĨu kiáŧn váŧi nhau) và bu lÃīng neo (cho mÃģng).
TÃđy theo cÃĄch sášĢn xuášĨt, vášt liáŧu và tÃnh chášĨt là m viáŧc cáŧ§a bulÃīng cÃģ cÃĄc loᚥi sau: bulÃīng thÃī, bulÃīng Äáŧ chÃnh xÃĄc bÃŽnh thÆ°áŧng (bulÃīng thÆ°áŧng), bulÃīng Äáŧ chÃnh xÃĄc cao (bulÃīng tinh) hay áŧĐng váŧi cášĨp Äáŧ chÃnh xÃĄc C, B, A.
BulÃīng thÃī và bulÃīng thÆ°áŧng ÄÆ°áŧĢc sášĢn xuášĨt táŧŦ thÃĐp cacbon bášąng cÃĄch rÃĻn, dášp
â cÃģ Äáŧ chÃnh xÃĄc thášĨp.
BulÃīng tinh ÄÆ°áŧĢc sášĢn xuášĨt táŧŦ thÃĐp cacbon, thÃĐp háŧĢp kim thášĨp bášąng cÃĄch tiáŧn, Äáŧ chÃnh xÃĄc cao. BulÃīng tinh cÃģ cÃĄc láŧp Äáŧ báŧn tÆ°ÆĄng táŧą bulÃīng thÃī và bulÃīng thÆ°áŧng.
BulÃīng cÆ°áŧng Äáŧ cao ÄÆ°áŧĢc là m táŧŦ thÃĐp háŧĢp kim (40Cr; 38CrSi; 40CrVA; 30Cr 3MoV), sau ÄÃģ cho gia cÃīng nhiáŧt. CÃĄch sášĢn xuášĨt bulÃīng cÆ°áŧng Äáŧ cao giáŧng bulÃīng thÆ°áŧng, cÃģ Äáŧ chÃnh xÃĄc thášĨp, nhÆ°ng do ÄÆ°áŧĢc là m bášąng thÃĐp cÆ°áŧng Äáŧ cao nÊn cÃģ tháŧ váš·n Êcu rášĨt cháš·t (bášąng clÊ Äo láŧąc, ...) là m thÃĒn bulÃīng cháŧu kÃĐo và gÃĒy láŧąc ÃĐp rášĨt láŧn lÊn tášp bášĢn thÃĐp liÊn kášŋt. BulÃīng cÆ°áŧng Äáŧ cao dáŧ
chášŋ tᚥo, khášĢ nÄng cháŧu láŧąc láŧn, liÊn kášŋt Ãt biášŋn dᚥng nÊn ÄÆ°áŧĢc dÃđng ráŧng rÃĢi và thay thášŋ cho liÊn kášŋt Äinh tÃĄn trong cÃĄc kášŋt cášĨu cháŧu tášĢi tráŧng náš·ng và tášĢi tráŧng Äáŧng.
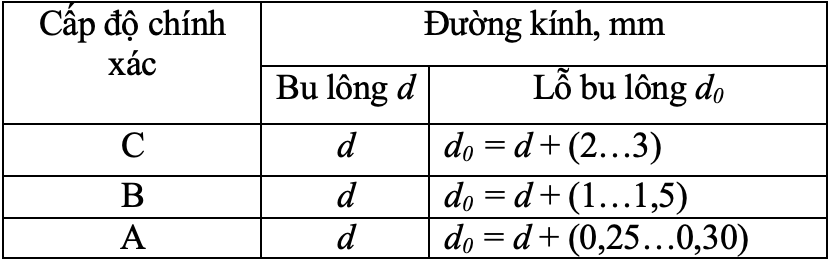
BulÃīng cÃģ Äáŧ chÃnh xÃĄc loᚥi C: Äáŧ chÃnh xÃĄc thášĨp nÊn ÄÆ°áŧng kÃnh thÃĒn bulÃīng phášĢi là m nháŧ hÆĄn ÄÆ°áŧng kÃnh láŧ 2 ïļ 3 mm. Láŧ cáŧ§a loᚥi bulÃīng nà y ÄÆ°áŧĢc là m bášąng cÃĄch Äáŧt hoáš·c khoan táŧŦng bášĢn riÊng ráš―. Äáŧt thÃŽ máš·t láŧ khÃīng phášģng, phᚧn thÃĐp xung quanh láŧ 2 ïļ 3 mm báŧ giÃēn vÃŽ biášŋn cáŧĐng nguáŧi. Äáŧ chÃnh xÃĄc khÃīng cao nÊn khi ghÃĐp tášp bášĢn thÃĐp cÃĄc láŧ khÃīng hoà n toà n trÃđng khÃt nhau, bulÃīng khÃīng tháŧ tiášŋp xÚc cháš·t váŧi thà nh láŧ (kÃ― hiáŧu láŧ loᚥi C). Loᚥi bulÃīng nà y rášŧ, sášĢn xuášĨt nhanh và dáŧ
Äáš·t và o láŧ nhÆ°ng chášĨt lÆ°áŧĢng khÃīng cao. Khi là m viáŧc (cháŧu trÆ°áŧĢt) sáš― biášŋn dᚥng nhiáŧu, vÃŽ vášy khÃīng nÊn dÃđng chÚng trong cÃĄc cÃīng trÃŽnh quan tráŧng và khi thÃĐp cÆĄ bášĢn cÃģ fy > 3800 daN/cm2. Cháŧ nÊn dÃđng bulÃīng thÃī và bulÃīng thÆ°áŧng khi chÚng là m viáŧc cháŧu kÃĐo hoáš·c Äáŧ Äáŧnh váŧ cÃĄc cášĨu kiáŧn khi lášŊp ghÃĐp.
BulÃīng cÃģ Äáŧ chÃnh xÃĄc loᚥi B: ÄÆ°áŧng kÃnh thÃĒn bulÃīng nháŧ hÆĄn ÄÆ°áŧng kÃnh láŧ 1 ïļ 1,5mm, vÃŽ vášy biášŋn dᚥng cáŧ§a liÊn kášŋt nháŧ hÆĄn bu lÃīng loᚥi C và yÊu cᚧu chÃnh xÃĄc hÆĄn trong viáŧc tᚥo láŧ bu lÃīng.
BulÃīng cÃģ Äáŧ chÃnh xÃĄc loᚥi A: ÄÆ°áŧng kÃnh láŧ khÃīng láŧn hÆĄn ÄÆ°áŧng kÃnh bulÃīng quÃĄ 0,25-0,3mm. Äáŧ tᚥo láŧ, dÃđng mÃĄy khoan táŧŦng bášĢn riÊng ráš― hoáš·c khoan cášĢ cháŧng bášĢn theo khuÃīn mášŦu Äášŋn ÄÆ°áŧng kÃnh thiášŋt kášŋ. PhÆ°ong phÃĄp khoan cho láŧ Äáŧ chÃnh xÃĄc cao nhÆ°ng nÄng suášĨt thášĨp. Khi bášĢn thÃĐp máŧng cÃģ tháŧ Äáŧt táŧŦng bášĢn riÊng táŧi ÄÆ°áŧng kÃnh láŧ nháŧ hÆĄn ÄÆ°áŧng kÃnh thiášŋt kášŋ táŧŦ 2 ïļ3 mm, sau ÄÃģ khoan máŧ ráŧng cášĢ cháŧng bášĢn ÄÃĢ Äáŧt Äášŋn ÄÆ°áŧng kÃnh thiášŋt kášŋ. PhÆ°ÆĄng phÃĄp nà y tášn dáŧĨng ÄÆ°áŧĢc cÃĄc Æ°u Äiáŧm cáŧ§a Äáŧt và khoan nÊn nhanh và chÃnh xÃĄc, loᚥi báŧ ÄÆ°áŧĢc phᚧn thÃĐpquanh láŧ báŧ giÃēn do quÃĄ trÃŽnh Äáŧt. Khe háŧ giáŧŊa bulÃīng và láŧ nháŧ nÊn liÊn kášŋt cháš·t, cÃģ tháŧ là m viáŧc cháŧu cášŊt tuy khÃīng bášąng bulÃīng cÆ°áŧng Äáŧ cao hoáš·c Äinh tÃĄn. Do tÃnh pháŧĐc tᚥp khi sášĢn xuášĨt và lášŊp Äáš·t bulÃīng và o láŧ (phášĢi dÃđng bÚa gÃĩ nhášđ) nÊn loᚥi bulÃīng nà y Ãt dÃđng.
TÃđy theo vášt liáŧu bulÃīng ÄÆ°áŧĢc chia thà nh cÃĄc cášĨp Äáŧ báŧn khÃĄc nhau kÃ― hiáŧu 4.6, 5.8, 6.6, 8.8, 10.9. KÃ― hiáŧu cášĨp Äáŧ báŧn bu lÃīng theo quy luášt sau:
- cháŧŊ sáŧ Äᚧu nhÃĒn váŧi 10 cho biášŋt cÆ°áŧng Äáŧ táŧĐc tháŧi cáŧ§a vášt liáŧu bulÃīng fu
(daN/mm2),
- tÃch cáŧ§a sáŧ Äᚧu và sáŧ tháŧĐ hai là giáŧi hᚥn chášĢy fy (daN/mm2).
- sáŧ tháŧĐ hai nhÃĒn 10, tháŧ hiáŧn táŧ· láŧ fy /fu tÃnh theo %.
CášĨp Äáŧ báŧn ÄÆ°áŧĢc cháŧ dášŦn bášąng sáŧ trÊn mÅĐ bu lÃīng. CášĨp Äáŧ báŧn 4.6; 4.8; 5.6 là bulÃīng cÆ°áŧng Äáŧ thÆ°áŧng, cÆ°áŧng Äáŧ cao là 8.8, 10.9.
BášĢng 4.7. ÄÆ°áŧng kÃnh láŧ bu lÃīng
|
|